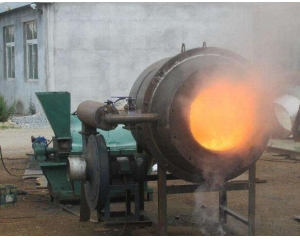
磨煤喷粉机磨辊堆焊技术解决磨辊寿命低的问题
磨煤喷粉机的磨煤机理是原煤进入磨辊与磨盘的碾磨区域,在磨辊的滚压碾磨下磨制成煤粉。因此,磨辊的加载力是磨煤机安全经济运行的重要参数,随着磨辊加载力提高,磨辊碾磨压力增大,煤粉变细,磨煤出力提高,煤粉颗粒特性系数n变大,磨煤单耗降低,但磨煤机设备振动加剧,磨损过快,碾磨部件使用寿命降低。
一套磨辊(3只辊胎)运行3个月以后,辊面单侧磨损严重(其中心线的磨损量在35~45mm范围),需停磨来翻转辊胎,翻个以后可使用到剩余厚度10mm,时间约为3个月。磨煤喷粉机是火力发电厂的重要设备之一,而磨煤机磨辊又是磨煤机的关键部件,其质量的优劣,特别是耐磨性能直接影响到制粉的作业率、煤粉质量、磨辊消耗和生产成本。因此,国内外都对改进磨辊材料、延长使用寿命进行了大量的工作。
近年来,国内外都在大力研究复合铸铁、离心浇铸及堆焊磨辊等工艺。其目的就是制造一种新的复合磨辊,使磨辊基体与工作表面分别满足于磨煤时的抗冲击、耐磨损等性能的要求。采用磨辊表面堆焊也成为国内外制造、修复磨辊及提高磨辊使用寿命的一个主要发展方向和手段。这样,1套新磨辊的使用寿命为6个月,1年1台磨煤喷粉机需消耗2套磨辊,该厂2台机组计8台磨煤机,共需消耗16套磨辊,备用2套,每年支出费用为5.6*3*18E302.4万元(新辊胎单价为5.6万元)。因此,很多电厂都在寻求新的磨棍生产方式。动性任何磨棍材料,在制粉工况条件下,都有较为严重的磨损,磨辊在一定程度的磨损范围内,仍能正常工作,当磨损达到某一限度后,外圆过小即报废。我国火力发电厂的磨煤喷粉机磨辊大都采用高铬耐磨钢、高铬铸铁等高碳高铬材料制成,它们在一定温度下具有较好的耐磨性,故在国内各发电厂应用较广泛。但是,其生产需有炼钢、铸造、热处理、机加工等加工工序,生产周期长,废品率高,而且一次购买所占用的资金大,磨损也较严重。
更多关于磨煤喷粉机,喷煤机的相关资讯请浏览本公司官网!